
Optical imaging
Published over 2 years ago. See the latest and most current information on Optical imaging.
Virtually all industries processing powdered products rely on size characterisation of particles. Size distribution is, however, only one of many critical, equally important parameters that influence the powder’s behaviour. Dynamic image analysis is a perfect tool for studying not only the size and shape of particles but also the presence of outliers in powdered samples, no matter if they need to be dispersed in a liquid or come in a dry form. This article provides insights into the basics of dynamic image analysis, some of the newest developments in the field, and application examples.
The physical principle of dynamic image analysis (DIA) is very similar to that of static microscopy. A light source and an objective are necessary to highlight and enlarge the particles. Images for analysis are taken by a high-speed camera. Particles are placed between the light source and the camera, and therefore the camera collects projections of the particles’ shadows.
In DIA, a stream of particles is generated by a dispersion unit, and hundreds of images are recorded each second by a high-speed camera (Schematic 1). A sophisticated algorithm allows the separation and analysis of each and every imaged particle.
Schematic 1: Principle of dynamic image analysis.
A large dataset is generated, usually within seconds. It describes each detected particle in detail with a defined set of size and shape parameters. Based on this dataset, sample-specific particle size – but also shape frequency distributions – can be determined. In contrast to other particle sizing techniques, such as laser diffraction, a number-based weighting model of the frequency distribution is the primary result.
Specific subfractions of a sample are more prominently displayed compared to volume-based weighting models, and can be analysed and compared in detail based on their size and shape. Additionally, the single-particle resolution enables the detection of even minute sub-populations within the sample.
Applications for DIA cover a very broad range of industry fields. Food powders, battery materials, abrasives as well as cement or metal powders can be studied in detail.
This broad range of samples requires an imaging system that is highly flexible and adaptable. Dispersion units for liquid and dry measurements need to be changed routinely within seconds and without any effort to fulfil the needs of each sample and user.
Figure 1: The Litesizer DIA 500’s dispersion unit can be exchanged with a single move thanks to the Quick-Click system. θ: Liquid Flow dispersion unit; ω: Free Fall dispersion unit; ε: Dry Jet dispersion unit. The dispersion units’ respective size ranges are shown in the lower panel.
Litesizer DIA 500 is a single-camera, dual-objective instrument equipped with auto-switch of objectives and auto-merge option. The measuring range of the zoom objective is between 0.8 µm and 300 µm, while that of the standard objective is between 10 µm and 8 mm. The combination of high magnification and small pixel size is key to the detailed analysis of fine particles, or of small superficial features on larger particles.
The smaller the pixel size, the more constrained the sizing range. This relation comes directly from the laws of optics, i.e., the higher the magnification, the smaller the field of view. A small field of view then limits the maximum detection size. Therefore, it is important to merge overlapping measurement ranges to cover a broad sizing range.
The upper size limit is also constrained by the dispersion unit’s specifications, as shown in Figure 1.
Each dispersion unit (Liquid Flow, Dry Jet, and Free Fall) is best adapted for different types of sample:
• Wet dispersion, as performed in the Liquid Flow dispersion unit (Figure 1-θ), enables circulation of the dispersion liquid and usually requires only a minimal amount of sample. Automatic cleaning, including filling and emptying of the tank, simplifies and shortens hands-on time. For maximum flexibility, the entire circuit, including the hoses, also has a high level of chemical resistance.
• In the Dry Jet dispersion unit (Figure 1-ε), compressed air sucks the sample from the diffuser into the Venturi tube, where the sudden decompression deagglomerates particles by pulling them away from one another. Connection to an external vacuum cleaner then allows for the safe discharge of the powder after analysis. As this dispersion is dedicated to fine powders that can easily aerosolise, and thus be potentially harmful to the human body, safety is a must. The dispersion unit needs to be equipped with a safety cover (Figure 2) and an airtight, sealed measurement path. In addition, a suction check needs to be performed before the measurement to ensure that the sample is collected safely.
• The Free Fall dispersion unit (Figure 1-ω) is used mostly for large particles or small objects that do not agglomerate. The sample is mobilised solely by gravity, and is collected in a drawer-type container after the measurement, allowing it to be recycled. When the amount of available sample is limited, or when a higher image resolution is needed, an alternative measurement cell with a narrower gap (generating a narrower particle stream) can be used instead of the standard one.
Figure 2: Safety hood on the Dry Jet dispersion unit mounted onto the Litesizer DIA 500.
The shape and size of particles are not only connected to their look and feel. They also influence the powder’s flow behaviour, reactivity, stability, and most other technical properties.
Different parameters can be used to describe the particle size, which can be more or less relevant depending on the particle’s application. The most commonly used parameters are the Feret diameter xF and the area-equivalent diameter xA.
The Feret diameter xF (Schematic 2) corresponds to the distance between two parallel planes tangent to the outline of the particle.
The minimum and maximum distances between these planes are named minimum and maximum Feret diameter (xFmin and xFmax), respectively.
The area-equivalent diameter xA (Schematic 3) represents the diameter of a sphere with the same projected area (A) as the particle’s projection.
Other commonly used size parameters include:
• Length (xLF, Schematic 4), which is defined as the Feret diameter perpendicular to the minimum Feret diameter.
• Geodesic length and thickness, which are dedicated to describing long and curly shapes like fibers.
• Axes of the Legendre ellipse.
Besides size parameters, a number of parameters can be used to describe the shape of a particle. The most commonly used are aspect ratio, ellipse ratio, irregularity, elongation, circularity, form factor, compactness, extent, solidity, and convexity (Figure 3). Importantly, these parameters need to be calculated in a manner compliant with the respective standard, i.e., ISO 9276.
To achieve acceptable statistical significance, a DIA measurement often requires the acquisition of hundreds of thousands of particle images. This, combined with the high number of parameters needed for analysis, may generate a staggering amount of data.
Therefore, the software must provide a robust yet easy-to-operate analysis tool, enabling the quick filtering of particles of interest. Such a filtering tool needs to enable access to all numerical data, images and recalculation on demand.
The Litesizer DIA 500 couples a robust, accurate and reliable instrument with intuitive, user-friendly software. The Kalliope software is easy to learn and master, letting a user perform a measurement in just three clicks. It is equipped with many auto-features that simplify work and increase productivity. Also, the unique analysis tool can filter the image database using all possible parameter combinations in just few clicks, enabling the extracting of even a single outlier particle.
Coffee: bean quality and grinding efficiency
Coffee manufacturers need to perform strict quality control at all steps of the production chain to ensure the continuity of their product’s sensory profile.
Green beans vary in quality depending on climate, soil, topography, and storage conditions, whereas variations in roasting and grinding processes can lead to huge differences in the finished product.
Establishing morphological quality control criteria is an essential tool to minimise the amount of tasting necessary, both for whole roasted beans and for ground coffee.
The Free Fall dispersion method has the advantage of applying only minimal mechanical force to the sample, making it the dispersion of choice for fragile samples such as coffee beans.
Coffee flavours are better preserved when the beans are whole. Roasting makes the beans brittle, and a certain level of breakage systematically occurs during processing, storage, and transport, resulting in the splitting of beans and the production of fine particles.
In Figure 4, the number-based particle size distribution of xFmin for a coffee sample shows a major peak culminating at or above 8 mm, corresponding to the whole beans. However, an ultra-fine fraction (ca. 10 µm to 60 µm) is clearly identifiable, together with a fine fraction (ca. 60 µm to 1000 µm). This latter fraction (60 – 1000 µm) corresponds to broken coffee beans.
Figure 4: Number-based particle size distribution for the minimal Feret diameter (XFmin) of whole coffee beans, measured in Free Fall mode.
The particle size of ground coffee influences the final taste of the infusion, and must be tightly monitored and perfectly adapted to the brewing method [1]. In contrast to whole coffee beans, ground coffee is a cohesive powder that require dispersion by compressed air. DIA enables the determination of the particle size distribution for different grinds and beans, characterising not only the coffee powder itself but also the coffee grinder’s efficiency.
Metal Powders for additive manufacturing
Metal additive manufacturing offers solutions for the production of complex parts from high-value materials in unique shapes and is increasingly used in the aerospace, medical, and automotive industries.
This 3D printing technology relies on metal powder as feedstock material. Monitoring its quality in terms of particle size and shape is essential since it directly influences both the printing speed and the quality of the finished parts.
Powder bed techniques (laser powder bed fusion, electron beam melting, binder jetting) are highly influenced by the particle size distribution (PSD) of the metallic powder, affecting the packing density and the energy absorption of the powder bed as well as the building quality [2].
Metal powders used in additive manufacturing are typically in the lower micrometer size range, below 100 µm. Because such powders are weakly cohesive, the Free Fall dispersion unit, which uses gravity to disperse the sample, can be used.
Figure 5 shows the particle size distribution of magnesium powder samples subjected to two different atomisation processes (batch A and batch B), highlighting the influence of the process conditions on the particle size.
Metal additive manufacturing is most effective when the metal particles are perfectly spherical. Elongated particles are difficult to separate (e.g., by sieving) after production and, therefore, can introduce irregularities into the powder bed of recycled metal powder. Dynamic imaging analysis describes the shape of every single particle using a large variety of parameters.
Particle elongation is best visualised by the aspect ratio, which is defined as the ratio between the minimum and maximum Feret diameters. A value of one indicates a perfect sphere.
Figure 6 shows the aspect ratio of the two magnesium powder samples, caused by variations in the atomisation process.
Abrasives
Abrasives are materials that are used to create friction in the finishing process of a workpiece, changing the appearance and texture of the final product.
The materials used for abrasion are as varied as the techniques and treatments. But whether you use stainless steel pins, corundum, glass beads, or plastic particles, the size and shape of the abrasives are always crucial for the effectiveness of the process [3].
Fresh and worn stainless steel shot pins (Figure 7) were analysed using DIA.
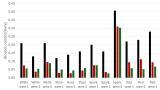
Figure 5: xFmin volume-weighted particle size distribution of magnesium manufactured in two different atmospheres.
Figure 6: Density distribution of aspect ratio, weighted by volume, of two magnesium samples.
Litesizer DIA 500 performs dynamic image analysis at high resolution (0.8 µm) over a very broad size range (0.8 µm to 8 mm). It was designed to maximise testing yield and minimise operation time.
It also boasts unique safety and automation features, such as a sealed dry jet path, fast and easy switch between dispersion units, and automatic feeding rate adjustment, for increased lab productivity.
Finally, its intuitive data acquisition software is also able to perform data filtering and recalculation, enabling the user to identify and visualise even a single particle in a population of millions.
1. Illy, Andrea & Viani, Rinantonio. Espresso Coffee: The Science of Quality. Academic Press, 2005. 9780123703712.
2. Alessandro Averardi et al., Effect of particle size distribution on the packing of powder beds: A critical discussion relevant to additive manufacturing, Materials Today Communications, 2020. https://doi.org/10.1016/j.mtcomm.2020.100964.
3. Michael G. Hamblin & Gwidon W. Stachowiak. Description of Abrasive Particle Shape and Its Relation to Two-Body Abrasive Wear, Tribology Transactions, 1996, DOI: 10.1080/10402009608983598
Lab Asia 33.4 - August 2026













-(1).jpg)

.jpg)
.jpg)
.jpg)

-(1).jpg)
