Laboratory products
Published over 2 years ago. See the latest and most current information on Laboratory products.
It is common knowledge that as the throughput of a life science lab increases then so does the potential for manual sample handling errors which can risk cross contamination and experimental inconsistencies negatively impacting important research.
The solution is often considered to be extensive automation of liquid transfer processes to help with timesaving, reduce labour costs, improve efficiency, and prevent poor sample handling that could result in cross-contamination. However, the reality is that without accurately planning and defining the possible outcomes of investing in automation, the best long-term value may not be achieved.
It has been found that the residual, or dead, volume of certain key items of labware can often affect both the efficiency and cost per sample in an automated workflow. Nowhere is this more obvious than in sample storage tubes. Whereas microplate manufacturers have long ago realised the importance of minimising dead volume - especially in reagent reservoirs - sample storage tube producers are only now reaching the same conclusion. Calculating the amount of residual volume present in high-throughput automated laboratories is a key component that is integral to understanding the total amount of loss occurring over the lifecycle of a precious sample or expensive reagent.
Large dead volumes are particularly concerning for users handling valuable samples, such as stem cells, enzymes, antibody solutions and difficult-to-make compounds. Although there is greater flexibility to reduce dead volume using careful and practiced manual pipetting techniques, high-throughput labs need to use automated liquid handling systems that have, by definition, only a limited range of motions.
Automation engineers can undertake several methods to calculate the precise dead volume for each component used and thus the overall sample loss in the automated workflow. Usefully, sample storage tube manufacturers can also play a key role in reducing these losses and increasing the likelihood of maximum sample recovery.
To optimise sample recovery, it is necessary to consider which factors contribute to the scale of the dead volume in sample storage tubes. Residual volume requirements vary based on several factors:
• Automated liquid handling parameters (pipette tips used, surface dispensing and submerged tip depth)
• Reagent properties (viscosity and surface tension)
• Labware (geometry and surface treatments)
• Environmental conditions (air temperature and humidity)
• Properly defined labware in the automated platform settings
Even the same combination of labware and reagent can have different residual volumes when changing the automated liquid handler type or settings being used. Dead volume can be represented in two ways during automated processes. Firstly, residual volume can be defined by the minimum amount of liquid required to be in the tube to prevent an ‘insufficient liquid error’ being triggered by the system. The second definition would be the minimum volume that allows for complete aspiration from a point at a minimum height above the bottom of a tube.
A specified liquid aspiration with varying liquid level detection, surface dispensing, tip submergence depth and error handling approaches could yield different residual volume requirements that must be accounted for when programming the liquid handler. For different labware and reagent combinations, the reagent may tend to ‘wick’, coalesce or bead up into discrete regions, resulting in a non-uniform liquid level as the volume approaches lower limits. This is often seen with natural hydrophobic materials for labware such as polypropylene. Any surface treatment applied to the tube material can modify it further - plasma treatment tends to make the surface more hydrophilic and increases dead volume by spreading residual liquid more thinly across the tube walls; low-binding treatment has the opposite effect, increasing surface energy and repelling water thus causing droplets and beading to form which can actually aid recovery of the ‘final drop’ from a tube.
The geometry of the bottom of the labware, as well as its surface properties, is thought to have the greatest impact on residual volume, but workflow dependent factors like evaporation should also be kept in mind. Evaporation can easily be controlled by re-capping the tubes or using a temporary push-cap or seal of the type supplied by Azenta Life Sciences for just such a purpose.
Additionally, it is important to ensure your labware definition in the set up program of the robot matches your tube or well geometry, and that the deck Z home point coordinate is accurately calibrated so that the liquid handling system can calculate the correct rate of descent for the tip as liquid is removed from the tube if using surface dispensing. When observing the tip move down the Z axis as it aspirates, it should keep a consistent distance between the bottom of the tip and the liquid surface. If this is not observed, the container definition may need to be adjusted. It is good practice for an automation engineer to test using material representative of their intended reagents (if possible) and liquid handling parameters which will be used in the method, to ensure everything is optimised.
It is possible to aspirate set amounts of a known volume and re-dispense back into the container to characterise a robust residual volume limit. Checking by weight before and after aspiration from a previously dispensed known volume is a widely used method for calculating dead volume in addition.
Recent work by a major tube manufacturer has shown that storage tube design can have an impact on residual volume. The work shows that in designing the best consumables to improve maximum sample aspiration, internal compound-curve tapers should be designed near the bottom of the tube to reduce total volume stored in this area whilst still allowing industry-standard pipette tips access to as near the bottom of the tube as possible.
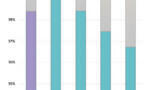
Figure 1: Comparison between 1.9ml W.V rounded bottom tube & 1.6ml W.V. V-shaped bottom tube. Left - 1.9ml Tri-Coded tube (height in mm vs. volume in ml), Right -1.6ml Tri-Coded tube (height in mm vs. volume in ml).
In the comparison above, it can be seen that by creating a tapered internal wall at the bottom of the tube the total working volume is reduced for the same height (i.e. 15.8mm for 1.0ml volume vs. 20.1mm for 1.0ml volume) and at the same time this improves the shape for maximum sample recovery with a standard pipette tip.
In this example, the total amount of residual sample volume left in the 1.6ml Tri-Coded tube would be as low as 50µl (3% of working volume) compared to 210 µl (12% of working volume) with the standard 1.9ml Tri-Coded tube when pipetting with an automated liquid handler that can go as low as 4mm above the bottom of the inner well, but requires a minimum of 4mm internal diameter of the tube at that point.
Given most standard pipette tips for 10-1,000µl dispensing have less than a 2mm outer diameter at this point, it is self-evident that even with the tapered design of the new 1.6ml Tri-Coded Maximum Recovery Tube there will be no issues with automated liquid handling at 4mm above the bottom of the inner tube. There are clear benefits to the Maximum Recovery design. If the expected residual volume of the 1.6ml Tri Coded Tube is 50µl and the 1.9ml Tri Coded Tube is 210µl at the same Z-axis position in the liquid handler, one can compare the total amount of unrecoverable sample over a set number of storage tubes used.
Figure 3 shows the calculated amount of sample loss for the 1.9ml tubes over one hundred runs is equivalent to 21,000µl (21ml) compared to 5,000µl (5ml) with the 1.6ml tubes, resulting in a saving of 16ml over the same number of tubes. With expensive reagents, this can quickly accumulate into substantial savings.
We may conclude that it is imperative that lab managers considering a switch to automated liquid handling workflows should study the common variables and how to accurately measure the exact residual volume in their sample storage tubes using an automated liquid handler in advance, using their own experimentation and data from the robot and tube manufacturers.
Producers are now starting to take into consideration design aspects that allow users to benefit from reduced waste, not only to maximise the recovery of precious samples, but to save on reagent purchasing costs with a mind towards sustainable practices along the entire supply chain.
While the 1.6ml Maximum Recovery Tube from Azenta Life Sciences is the first uniquely designed sample storage tube designed specifically for automated liquid handling, it is predicted that this will become one of a family of tubes manufactured to reduce dead volume and improve sample utilisation.
ILM Guide 2026/27