Mass spectrometry & spectroscopy
Published over 10 years ago. See the latest and most current information on Mass spectrometry & spectroscopy.
Thermal mass flow meters satisfy the needs of many applications across industry however, due to their construction and method of operation, they do have some boundaries to where and how they should be applied. That said, the many technological advances made by Bronkhorst® over the years have, to a large extent, overcome many of these challenges such that the question can be raised – is thermal mass flow measurement limitless?
To assist the answer to this question we can take three broad topics:
Gas Make-up. Historically it has been an assumption by industry that thermal mass flow meters could only be used on one gas. Thanks to advances in digital technology this is no longer the case with multi-gas, multi-range capability now being accessible on-board the instrument. Extending this further, the user can now apply the instrument to multi-component mixtures and, where applicable, store these on-board the instrument as well. Another historical concern has been the presence of particulates within the gas stream although now, with the advent of Bronkhorst® thru’ Flow Technology (see Figure 1), this too is no longer valid.
Process Conditions. Considering the origins of thermal mass flow measurement lie in the low pressure conditions of the Semiconductor market it is not surprising that many manufacturers limit their pressure rating to 10 Bar and many systems designers preclude the use of thermal instruments in higher pressure applications. Whilst also serving the Semicon and Vacuum Industries, Bronkhorst not only serves the requirements of 700 Bar systems but now, with the advance of the high pressure Hydrogen Economy, is researching 1100 Bar metering for such applications as filling station dispensing. High pressure is therefore not a limit to the use of Thermal Mass Flow Metering. Fluctuating pressure has been seen as a major issue as the basic laws of physics cannot be denied and pressure sensitive properties such as the Specific Heat Capacity do have an impact on calibration and ultimate accuracy. Once again digital technology, and more specifically the very latest generation of PC Board from Bronkhorst®, has largely overcome these considerations to enable the instrument to be adaptable to the process rather than the other way around. Susceptibility to mechanical shock, fluctuating pressure and temperature and pre-set dynamic behaviour is very much in the past.
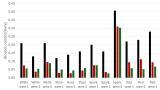
Signal Processing. This final section concentrates even more on the ever-changing developments in technology and manufacturing processes. For over thirty years thermal mass flow measurement broadly offered accuracy figures of 2% Full Scale and in some cases an improvement to 1%FS. These levels of (in)accuracy have no place in a modern production process with 0.5%FS + 0.1%Reading being readily available. These processes can be further refined as a UK customer, with very special requirements, received numerous instruments calibrated to 0.2% Reading. Another factor that has been seen as a limit to product selection is the response to over-range flows or over-capacity. Historically, these considerably higher flows would result in the cooling of the sensor and a fold-over of the output signal. Once capacity had been reached, an increasing flow would result in a decrease of the reported output. This response is no longer the case as the latest sensor designed by Bronkhorst employs the Differential Temperature Balancing principle; the benefit of which can be seen in Figure 2. One last factor that has been of interest over the years is that of speed of response. The latest sensor from Bronkhorst, and the associated latest generation of PC board and signal processing ensures that whilst the conditioned output signal is less than 100 milliseconds, the actual response from the sensor is considerably faster.
In conclusion, modern Thermal Mass Flow Meters have benefitted from considerable development and innovation such that many applications not considered as suitable for their use can now be considered. Most important, however, is the collaborative approach to system design and product selection whereby the general capabilities mentioned above can be specifically matched to the specification of any given solution.
ILM Guide 2026/27